| ||||||
|
THE BEESTON WORKS OF THE A SHORT time ago we visited the works of the British L M. Ericsson Manufacturing Co., Ltd., at Beeston, Notts., and obtained information about the developments which have taken place in these works of late. Originally a factory was started there for making telephone material by the National Telephone Co., Ltd., in 1901, and this was taken over by the British L.M. Ericsson Manufacturing Co., Ltd., who are the sole representatives in this country of Messrs. L.M. Ericsson & Co., of Stockholm, the well-known telephone manufacturers, in 1903. Shortly before the transfer, most of the old factory was destroyed by fire, and in the rebuilding it was greatly altered and extended by its present owners. In 1904 the factory premises were again extended, and a new power station was built, the old plant being transferred to it, and a good deal of new machinery installed. In 1906 and 1907 a large new building was erected, chiefly devoted to cabinet work.
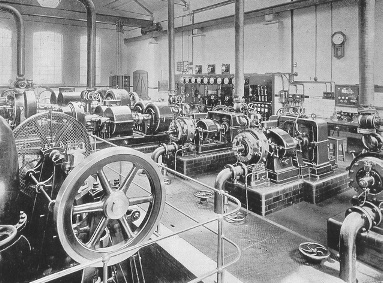
Power Station: De Laval Turbo-Dynamos On the accompanying plan the general lay-out of the works is shown. The old factory building covers an area of 63,000 sq. ft., and the cabinet factory 70,000 sq. ft.., whilst the power station has an area of 7,000 sq. ft., making a total covered space of 140,000 sq. ft. There is plenty of scope for extensions, as the company is the owner of nearly 20 acres of freehold land round the factory buildings. The Beeston Station of the Midland Railway is within a few minutes walk from the works, and quite a number of workmen's cottages are springing up round the place to provide accommodation for the employees, between 500 and 600 persons being at present employed at the works. The buildings have naturally been laid out on the most modern lines, and are all of the one-floor pattern, with electric drive everywhere. The power station is of exceptional interest, the whole of the generating plant consisting of Messrs. Greenwood & Batley's de Laval turbo-generators. The owners are well satisfied with this type of generator, which they find steady-running and economical, not only at full load but also on a light load. There were originally three 50 H.P. turbines, each driving two dynamos, giving jointly 33 KW. at 110 volts. Formerly the armatures were coupled in parallel, the works being fed at 110 volts, but for the extensions a pressure of 220 volts was adopted, and the armatures were coupled in series. The three-wire system is employed in the 'old' factory, to supply the original motors at 110 volts, but all new motors are made for 220 volts. The generators above mentioned, which are driven at 1,500 R.P.M. through the usual 10 to 1 reduction gearing, serve as balancers as well as generators, and are capable of taking a load 50 per cent. out of balance. A larger set was also installed, of 225 H.P., giving 154 KW. at 220 volts ; the turbine in this case runs at 10,000 R.P.M., and the twin generators at 1,000 R.P.M. The steam consumption has been ascertained to be as follows:- With saturated steam, at 160 lb. per sq. in., and with a vacuum of 275 in. of mercury: at full load 24 lb. per KW hour, and at half-load 275 lb. Lastly, last autumn a 385-HP. set was installed, of the latest type, with nozzles all round the rotor; this set gives 265 KW., and consumes at full load 21.75 lb., a three-quarter load 23.7 lb., and at half-load 25.5 lb. of steam, under the same conditions as before. There is still room in the power station for two more large sets and two more boilers.
A jet condenser is installed, with Edwards air pumps driven by a motor; the condensing water is derived from an 18in, bore-hole carried down into the gravel strata. The main switchboard is of the three-wire type, and, with the rest of the plant in the power station, was supplied by Messrs. Greenwood & Batley. There are separate bus-bars for lighting and power, and the mains to the two factories are provided with separate meters. The boiler house contains three boilers, one of which is fitted with a Henderson stoker burning shavings, etc., drawn direct from the cabinet factory by a dust-exhaust plant. Each of the boilers, which are of the Lancashire type, measures 30 ft. x 8 ft. 6 in.; two of them are hand fired. A Green economiser of 308 pipes is provided in the boiler house, and arrangements have been made to facilitate the adoption of superheating at a future date. Weir feed pumps are used, drawing from an underground tank of 120,000 gallons capacity, which is fed by rain-water collected from the roofs of the buildings, the water from the borehole being very hard. The tank can also be fed from the town mains. The chimney is of brick, 120 ft. high. Adjoining the power station is a pump room, where a Mather & Platt steam pump capable of delivering 1,000 gallons per minute is installed. This pump draws either from the tank or the bore-hole, and feeds the Grinnell sprinklers - of which a complete system is installed throughout new portions of the works - and the fire hydrants. The mains are carried underground between the buildings, to distributing boards, which in the old building are equipped for equalising the load on the two sides of the three-wire system, and are arranged so as to facilitate the ultimate change-over to 220 volts.
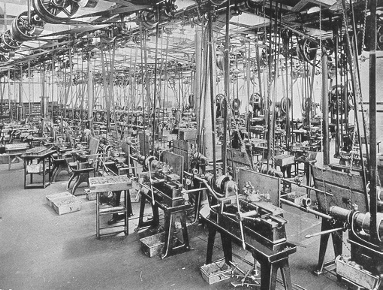
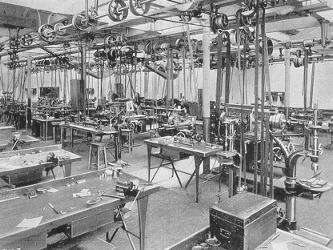
All the shops are of the saw-tooth type, with northerly lighting ; the roof is of timber, carried on cast-iron columns. Central corridors are provided through all the shops, and easy-running trucks are used for the transport of materials. The whole of the buildings are heated on the Sturtevant hot-air system, making the workshops very comfortable in winter, while in summer cool air is circulated through them. The provision made for the personal comfort of the employees is especially worthy of notice, as British factories are not always satisfactory in this respect. Ample cloak-room and lavatory accommodation is provided and the employees pass through the former on their entrance into the building, leaving their outer garments there. We give a view of the lavatories, showing how, by means of white enamelled brick walls and modern fittings, wash-basins, etc., cleanliness and order are secured. Adjoining the lavatories there is an ambulance room, fully equipped for 'first aid' in case of accidents. The old factory building is chiefly devoted to the manufacture and assembling of metal and vulcanite parts, and the new factory building to cabinet-making and the final assembling of instruments, switchboards, etc. The metal machine shop, which is shown in two of our views, contains approximately 60 automatic screw machines of various sizes, many of them fitted with slotting, drilling and other attachments. They are almost exclusively of the most approved American patterns. In addition to these there is a fair number of turret lathes of various sizes, drilling machines for all purposes, milling and riveting machines, etc. A portion of the machine shop is occupied by a fine assortment of presses of various sizes. The whole of the machinery is of the very latest types, and is specially adapted for making cheaply and accurately any small turned or stamped parts that may be required for practically any purpose. In the press work some remarkable results are obtained, more especially in the way of deep drawing work. Attached to this shop there is a big and very well arranged fire-proof tool store containing an extensive assortment of high-class tools for all purposes. These tools are mostly made on the premises, and for this purpose a large tool-shop is used, liberally equipped with the best Brown & Sharpe milling and grinding machinery, etc. In a central position in the building there is a large store for raw material and parts of apparatus, which are received there from the various shops and kept handy for reissuing to the assembling shops.
At one end of the building there is good accommodation for the packing rooms, and also an extensive fire-proof warehouse for ready material. Close to the stores there is a plating and polishing department fully equipped for silvering, nickel-plating and bronzing. The low-voltage current used for these purposes is supplied by a special motor-generator. Adjoining this is the large coil-winding department, where girls are mainly employed. Several patterns of automatic winding machines are used here, ensuring a large output. In this shop Lacquering work is also carried out, but there is a complete, well-equipped japanning department in another portion of the building. Electrical heating is used in the winding shops for several purposes, such as soldering, melting paraffin, etc. In this building there is also a large assembling shop for metal and vulcanite parts, and here a great number of bells, switches, relays, indicators, spring-jacks, and all kinds of accessories can be seen in process of assembling. A special shop is provided for heavy iron work with all the necessary machinery for making switchboard frames, etc., and furnaces for hardening magnets, gas furnaces, a smith's forge, special arrangements for hardening high-speed steel for cutters, etc. There is also a special test room, comprising physical and chemical laboratories, and a research department, which is equipped with artificial cables, Cohen's barretter and other special apparatus for testing the efficiency of transmission, etc. All new types of instruments or parts are systematically tested in this department. For the convenience of the employees there is a well quipped mess-room, with accommodation for 275 men and 60 women, in which the. employees not only have their meals cooked, but are also supplied with certain articles of food at cost price. The room is kept very clean and tidy, and it is to be noted that it is managed by a woman, which, perhaps, has something to do with its cleanliness. Shop orders are made out for every part that is manufactured, and a highly organised system of cost keeping is in vogue. Limit gauges are largely used, and a high degree of accuracy is obtained in order to secure perfect
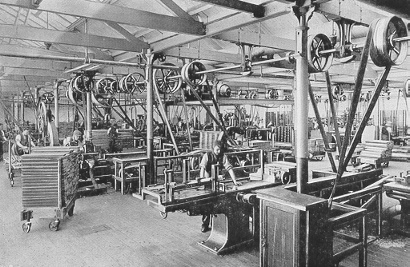
inter-changeability. All the work is carefully examined, both while in progress and when assembled, before it is sent out from the works. To ensure cleanliness and good work, all the machines are fitted with Sturtevant's dust exhaust, and the shavings are carried, by means of two large fans driven by a 50-H.P. motor, through a big trunk right across the open yard to the power station, where they are automatically fed into the boilers. Outside this building there is a well-built timber shed, where all the wood is kept for a fair time for air-drying. From there it is taken into four large drying stoves, fitted with Sturtevant hot-air apparatus, where it is finally dried. To ensure that the wood is absolutely dry and reliable before it is worked up, the timber when taken from the drying stoves is kept in an extensive and very well-arranged dry timber store for some time for after-drying, and this apparently gives very good results. In tile large saw-mill a great variety of special machinery is found, of the most up-to-date kind, such as saws for various purposes, automatic joining machines, tenoning machines, triple drum sanders, spindles, drills, lathes, lockcorner machines, &c. Special methods are used to ensure the highest quality of cabinet work and absolute interchangeability, which is of great importance when making repetition work in large quantities.
The next shop is devoted to bench workers, and is also very efficiently equipped for its purpose. From there the work goes to the polishing department, where nearly all the polishing is done by machinery, a very carefully thought-out system of varnishing and drying rooms being attached to this shop. The results obtained by the use of the polishing machines are very good, giving a dull polish far superior in artistic effect to the ordinary so-called French polishing.
The last shop in this building is devoted to the final assembling and wiring of all kinds of telephone instruments, wall switches, switchboards, etc.
During our visit to the works we noticed a great variety of all kinds of telephone material, both for magneto and common-battery work, in progress, most of it being to the order of the General Post Office and the National Telephone Co., Ltd. The works appear to be exceptionally well equipped throughout with the most modern machinery and appliances for producing any kind of high class cabinet and metal work. In several of the shops mercury vapour lamps of the Westinghouse pattern are successfully employed, the light giving very good satisfaction, although it is understood that the vacuum tubes are not yet all that could be desired in the way of uniformity. We are indebted to Mr. P. Hammarskj'ld, the managing director, and to Mr. J. W. Ullett, works manager, for the facilities and assistance they have kindly afforded us in the preparation of this article. |
||||||
Last revised: November 24, 2025FM2 |
 ETELCO
ETELCO